|
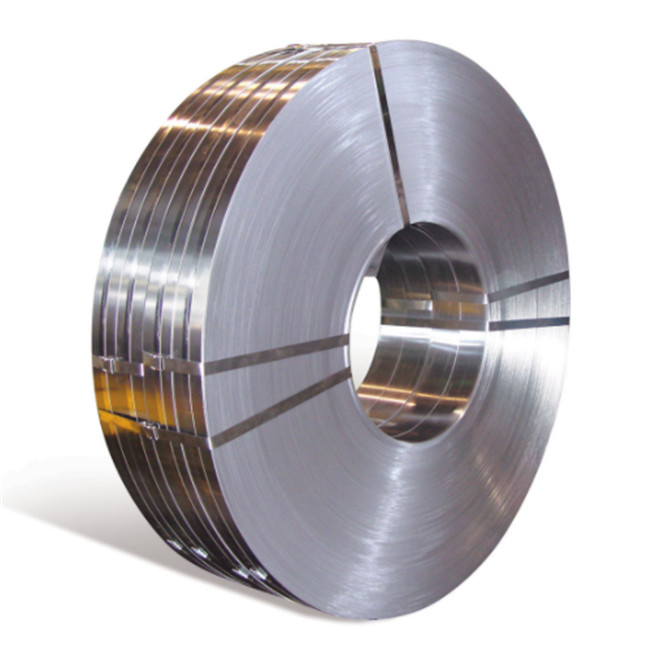
Productdetails:
|
| Graad: | SK4 | Kenmerken: | Koudgewalst |
|---|---|---|---|
| Vorm: | Stalen strook | Leveringsvoorwaarde 2: | Onthard koudgewalst + zacht: G |
| Oppervlaktevoorwaarde: | helder, grijs-blauw, opgepoetst, opgepoetst en kleur-aangemaakt | Formulier: | Het staal rolt stroken |
| Hoog licht: | SK95 koudgewalste staalstrook,SK4 koudgewalste staalstrook,SK4 Gepolijste veerstaalstrook |
||
Veerspringen, spiraalvormige veerspringen, brei-naalden, hoorns, meetbanden, wasmachines, stippeldrukkers, afstandsspelers en verschillende plaatveerders.
Vanwege hun werkbaarheid, hardheid, productprestaties, betaalbaarheid en andere kenmerken zijn koolstofgereedschapsstalen de meest gebruikte koudgewalste speciale staalstroken.
Carbon tool staal wordt gebruikt in een breed scala van gebieden van harde toepassingen, waaronder messen, snijgereedschappen,en gewone gereedschappen voor toepassingen die elastisiteit en taaiheid vereisen, met inbegrip van gewone veren, spiraalvormige veren, brei-naalden, hoorns, meetbanden en wasmachines.
Een overzicht van koolstofgereedschapsstaal (SK2, SK4, SK5, SK6 en SK7) en koolstofstaal (S15C, S45C, S50C, S55C,en S60C) wordt voor referentie en vergelijking op de pagina Speciaal staal en koolstofstaal verstrekt.
Het is gebruikelijk dat de meeste SK-soorten vóór of na verwerking worden behandeld.
De SK-klassen van FUSHUN zijn ontworpen om na de warmtebehandeling een optimale oppervlaktrauwheid te produceren, wat een ideale afwerking van het product na de behandeling met zwarte oxide mogelijk maakt.
Hoge kwaliteit en betrouwbaarheid
Our ability to produce uniform strength and thickness tolerances that are impossible to achieve using regular materials allows us to manufacture products that demonstrate stable strength in spring applications.
Bovendien, we can produce excellent fatigue resistance and reliability by adjusting material structure and by creating a high degree of cleanliness via the careful management of manufacturing history and the adjustment of chemical composition.
Wij kunnen ultra dunne platen van 0,010 tot 0,099 mm produceren.
Wij kunnen standaardpartijen tot 300 kg vervaardigen en wij kunnen ook met plezier kleinere partijen overwegen.
We maken producten op bestelling en kunnen de hardheid aanpassen als dat nodig is.
Door de rollen die in het rollen worden gebruikt te veranderen, kunnen wij een heldere of doffe afwerking bieden.
| Graad | Dikte (mm) | Breedte (mm) |
| SK2 (SK120) | 0.010 ¢2.000 | 3 ¢ 300 |
| SK4 (SK95) | 0.010 ¢2.000 | 3 ¢ 300 |
| SK5 (SK85) | 0.010 ¢3.500 | 3 ¢ 300 |
| SK6 (SK75) | 0.010 ¢2.000 | 3 ¢ 300 |
| SK7 (SK65) | 0.010 ¥1.600 | 3 ¢ 300 |
| Aanwijzing | Internationaal Standaard |
VS | Verenigd Koninkrijk | Duitsland | Frankrijk | Rusland | China | Japan |
| ISO | AISI SAE | BS | DIN | NF | LGO | GB | JIS | |
|
SK2 (SK120) |
TC120 | W1-111/2 | - | - | C120E3U | y12 | T12 |
SK2 (SK120) |
|
SK4 (SK95) |
TC90 | W1-9 | - | - | C90E2U | y10 | T10 |
SK4 (SK95) |
|
SK5 (SK85) |
TC90 TC80 |
W1-8 | - | C80W1 |
C90E2U C80E2U |
y8Γ Y9 |
T8Mn T9 |
SK5 (SK85) |
|
SK6 (SK75) |
TC80 TC70 |
W1-7 | - | C80W1 |
C80E2U C70E2U |
y8 | T8 |
SK6 (SK75) |
|
SK7 (SK65) |
-
|
- | - | C70W2 | C70E2U | y7 | T7 |
SK7 (SK65) |
| Type | Aanwijzing | Chemische samenstelling ((%) | |||||||
| C | - Jawel. | Deeltjes | P | S | Cr | Ni | Andere | ||
|
Speciaal staal JIS G 3311 (4401)
|
SK2 (SK120) |
1.15 1.30 |
0.10 0.35 |
0.10 0.50 |
¥0.030 | ¥0.030 | ¥0.30 | ¥0.25 |
C00.25
|
|
SK4 (SK95) |
0.90 ¢ 1.00 |
0.10 0.35 |
0.10 0.50 |
¥0.030 | ¥0.030 | ¥0.30 | ¥0.25 | ||
|
SK5 (SK85) |
0.80 ¢ 0.90 |
0.10 0.35 |
0.10 0.50 |
¥0.030 | ¥0.030 | ¥0.30 | ¥0.25 | ||
|
SK6 (SK75) |
0.70 ¢ 0.80 |
0.10 0.35 |
0.10 0.50 |
¥0.030 | ¥0.030 | ¥0.30 | ¥0.25 | ||
|
SK7 (SK65) |
0.60 ¢ 0.70 |
0.10 0.35 |
0.10 0.50 |
¥0.030 | ¥0.030 | ¥0.30 | ¥0.25 | ||
| Graad |
Dichtheid g/cm3 |
Specifieke warmte J (kg·K) |
Coëfficiënt van thermische uitbreiding (0°C-100°C) 10-6/K |
Thermische geleidbaarheid W/(m·K) |
Elektrische weerstand μΩ·cm |
Young's modulus N/mm2 |
| Speciaal staal | 7.84 | 490 | 11.0 | 50.2 | 18 | 208000 |
1. hardheid/tanningssterkte
Koudgewalst speciaalstaal wordt gewoonlijk geleverd als gewalst (met een gewalste afwerking),maar we kunnen producten leveren met afwerkingen variërend van de zachtste geglote afwerking tot de hardste volledig geharde afwerkingHierdoor kunt u de best passende afwerking kiezen voor uw behoeften en toepassing.
| Graad | Afwerkingstoestand | Hardheidstest | Trekproef | |
| HV | Treksterkte N/mm2 | Verlenging in % | ||
|
SK-2 (SK120) |
geallieerd | 170 ¥210 | 520 ¢ 685 | 20 ¢32 |
| Huid doorgeslagen | 190 ¢ 230 | 570 ¢ 715 | 10 ¢ 28 | |
| gewalst | 250 ¢290 | 735 ¢ 980 | 2 ¢15 | |
| Volledig gehard | 280 ¥320 | 835 ¢ 1080 | 1 ¢3 | |
|
SK4 (SK95) |
geallieerd | 160 ¢ 200 | 490 ¢645 | 24 ¢ 35 |
| Huid doorgeslagen | 175 ¥215 | 540 ¥695 | 12 ¢32 | |
| gewalst | 245 ¢ 285 | 725 ¢ 970 | 2 ¢15 | |
| Volledig gehard | 270 ¥310 | 8251040 | 1 ¢4 | |
|
SK5 (SK85) |
geallieerd | 150 ¢190 | 460 ¢ 625 | 26 ¢ 37 |
| Huid doorgeslagen | 170 ¥210 | 510 ¢ 685 | 15 ¢ 35 | |
| gewalst | 240 ¢ 280 | 725 ¢ 930 | 3 ¢ 16 | |
| Volledig gehard | 260 ¢ 300 | 805 ¢ 1000 | 1 ¢ 5 | |
|
SK6 (SK75) |
geallieerd | 145 ¢ 185 | 440 ¢ 615 | 27 ¢ 38 |
| Huid doorgeslagen | 160 ¢ 200 | 490 ¢665 | 15 ¢ 35 | |
| gewalst | 235 ¢ 275 | 715 ¢ 920 | 3 ¢ 16 | |
| Volledig gehard | 255 ¢ 295 | 795 ¢ 990 | 1 ¢ 5 | |
|
SK7 (SK65) |
geallieerd | 140 ¢ 180 | 410 ¢ 610 | 28 ¢ 39 |
| Huid doorgeslagen | 155,195 | 460 ¢ 655 | 16 ¢ 36 | |
| gewalst | 230 ‰ 270 | 705 ¢ 900 | 3 ¢17 | |
| Volledig gehard | 250 ¢290 | 775 ¢ 970 | 1 ¢ 5 | |
| Volledig gehard | 200 ¢ 240 | 655 ¢735 | 1 ¢8 | |
Einddefinities en einddiagram
FUSHUN gebruikt de volgende definities van afwerking:
| Afwerkingstoestand | Vermindering van het walswerk |
| geallieerd | —— (As annealed) |
| Huid gepasseerd (licht gerold) | Tot en met 5% |
| gewalst | 15%~40% |
| Volledig gehard | 35% of meer |
Hardheidsgrafiek
| Graad | Afwerkingstoestand (HV) | |||
| geallieerd | Huid doorgeslagen | gewalst | Volledig gehard | |
| SK2 (SK120) | 170 ¥210 | 190 ¢ 230 | 250 ¢290 | 280 ¥320 |
| SK4 (SK95) | 160 ¢ 200 | 175 ¥215 | 245 ¢ 285 | 270 ¥310 |
| SK5 (SK85) | 150 ¢190 | 170 ¥210 | 240 ¢ 280 | 260 ¢ 300 |
| SK6 (SK75) | 145 ¢ 185 | 160 ¢ 200 | 235 ¢ 275 | 255 ¢ 295 |
| SK7 (SK65) | 140 ¢ 180 | 155,195 | 230 ‰ 270 | 250 ¢290 |
2. Buigbaarheid
1. Terwijl een gewalste afwerking soms wordt gebruikt voor gebogen producten, gebruiken wij normaal gesproken een gegrilde of door de huid gepasseerde afwerking voor dergelijke producten.
2Aangezien met name producten met een gewalste afwerking sterke richtingseigenschappen hebben, hebben staalstroken over het algemeen een sterke richtingseigenschappen.het is beter om te voorkomen dat buigen parallel aan de rollende richtingHet is daarom noodzakelijk om een lay-out te bedenken die ervoor zorgt dat de buigrichting loodrecht of dwars is op de rollrichting.
3Als na het snijden, snijden of bewerken een buiging wordt gemaakt zodat het gebogen oppervlak zich op de buitenkant van het gebogen gedeelte bevindt, kunnen scheuren zich uit de geborste rand verspreiden.het geborst oppervlak moet zodanig worden geplaatst dat het op een gedeelte dat niet zal worden gebogen, of de buigen moeten worden verwijderd voordat ze worden gebogen.
4Bij het buigen verschilt de veer terug naargelang de mate van verwerking en afwerking van het materiaal.
5De buigbaarheid verschilt afhankelijk van de kwaliteit en de verwerkingsomstandigheden, maar het is mogelijk materialen met verschillende afwerkingsomstandigheden te verwerken, zoals hieronder weergegeven.
(Deze voorwaarden zijn voornamelijk van toepassing op banden van koolstofarm staal van de kwaliteit SK5 of lager)
3. Draagbaarheid
Met uitzondering van kleine trekprocessen moet het product meestal dezelfde trekbaarheid hebben voor alle richtingen.
Hoewel koudgewalste speciale staalstroken niet gevoelig zijn voor significante streepjes op de brancard zoals zachte staal, hebben ze een lage trekgrens.We voeren een tussentijdse gloeiing uit., en dan het product opnieuw tekenen.
We gebruiken een tekenfrequentie van 0,4 voor het tekenen van een gewoon plat vel en 0,6 voor het opnieuw tekenen.
Trekkingspercentage = d/D
d = de diameter van het te tekenen product, D = de diameter van de cirkelvormige plaat vóór de tekening
Referentie: formule voor de geschatte berekening van de trekkracht
P = ndtσBm
Opmerking: t = dikte, m = correctiefactor (gewoonlijk 0,4·1,0), σB = treksterkte van het materiaal
Warmtebehandeling
| Graad | Verdooftemperatuur (°C) |
| SK4 (SK95) | 790850 olieverdoofing (760820 waterverdoofing) |
| SK5 (SK85) | 790850 olieverdoofing (760820 waterverdoofing) |
| SK6 (SK75) | 790850 olieverdoofing (760820 waterverdoofing) |
| SK7 (SK65) | 790850 olieverdoofing (760820 waterverdoofing) |
| SKS51 | 790850 olieverdoofing (760820 waterverdoofing) |
1Overzicht van de warmtebehandeling
Bijna alle koudgewalste speciale staalstroken worden, afhankelijk van de toepassing, gesterkt en getemperd.
De belangrijkste overwegingen bij het uitvoeren van deze warmtebehandelingsprocessen zijn:
1) het product gelijkmatig te verwarmen en te koelen onder geschikte omstandigheden;
(2) om decarburisatie, schaalvorming en hoge temperatuurcorrosie zoveel mogelijk te voorkomen, en
(3) een blusmethode te kiezen die de blusvervorming tot een minimum beperkt.
2Temperatuur van de oven en materiaal
Bij warmtebehandeling wordt de temperatuur van de warmtebehandelingsoven gemeten en gebruikt als temperatuur tot welke het materiaal wordt verwarmd.soms kan er een groot verschil of variatie zijn tussen de werkelijke temperatuur van het materiaal en de gemeten oventemperatuurHet is daarom noodzakelijk om de temperatuuropperfecten grondig te onderzoeken en de temperatuur te regelen en het warmtebehandelingsproces dienovereenkomstig te wijzigen.
3Voorbehandeling en atmosfeer
Bij de behandeling van koudgewalste speciale staalstroken komt de ontkooling met name voor wanneer het koolstofgehalte hoger is.Het risico wordt groter bij verwarmingsprocessen bij hoge temperaturen, zoals het afdoen.Als het materiaal besmet is met vuil of vreemde stoffen, kan er bij hoge temperaturen corrosie optreden.Daarom is het noodzakelijk de oppervlakken van het materiaal vooraf te behandelen door ze te reinigen en de atmosfeer van de oven te regelen vóór de warmtebehandeling.Het RX-gas wordt gebruikt als standaardovenatmosfeer tijdens het blussen, het NX-gas tijdens het temperen, maar ook N2, H2, AX-gassen en anderen worden gebruikt.
In sommige gevallen worden neutrale zoutbadovens, metalen badovens, ovenbuizen, koffers en andere apparatuur gebruikt om ervoor te zorgen dat het materiaal niet rechtstreeks met de lucht in aanraking komt.
4Verdoofing.
In de meeste gevallen wordt een waarde rond het middenpunt van het afzuigtemperatuurbereik in de bovenstaande tabel gebruikt als afzuigtemperatuur.Deze temperatuur wordt gehandhaafd gedurende een periode van enkele tientallen seconden tot enkele minuten, afhankelijk van de materiaalkwaliteit., afmetingen, vorm, vereiste eigenschappen en blusmethode.Als de blustemperatuur te hoog is of te lang wordt gehandhaafdAls de temperatuurtemperatuur echter te laag is of niet lang genoeg wordt gehandhaafd, wordt de temperatuur van de ontdooiing verhoogd, waardoor de korrel groter wordt, de taaiheid vermindert en het risico op ontkooling toeneemt.het product verhardt niet en er kunnen zachte vlekken optredenDaarom is het belangrijk de juiste blusomstandigheden te kiezen.
Normaal gesproken wordt olie of water gebruikt om materialen af te koelen.maar zijn gevoeliger voor problemen zoals blusvervorming en barstenOm deze reden wordt, behalve in enkele bijzondere gevallen, voor koudgewalste speciale staalstroken olieverdoofing gebruikt.
Om de vervorming van het afzuigen te voorkomen, wordt de olietemperatuur verhoogd en wordt martempering uitgevoerd.voor bandvormen of voor eenvoudige vormen, ontlasting van ontlasting, persontlasting en andere methoden worden toegepast.
5. Temperen
Ondanks hun hardheid ontbreekt het aan taaiheid en zijn gebroken materialen.De temperingsvoorwaarden worden bepaald op basis van de vereiste eigenschappen van elk materiaal, rekening houdend met de testresultaten.Voor koudgewalst speciaal staallang tempertijd wordt gebruikt voor bepaalde gevallen (vooral wanneer hardheid vereist is) omdat de hoeveelheid materiaal die wordt gebruikt klein is en het temperwerk vaak opeenvolgend wordt uitgevoerdHet lijkt echter erop dat de meeste fabrikanten vaak een korte tempertijd van niet meer dan een paar minuten gebruiken.Als de tijd kort is, wordt de temperatuur iets hoger ingesteld en worden de producten herhaaldelijk getemperd.In het algemeen hebben materialen die lang op lage temperatuur worden getemperd echter meer taaiheid dan die welke op hoge temperatuur worden getemperd.Er wordt daarom voorzichtigheid geboden om te vermijden dat de temperingsoven korter wordtHet gebruik van een olie-, metaal- of zoutbad voor het temperen maakt het mogelijk om de tijd te verminderen in vergelijking met openlucht temperen.
De onderstaande grafieken tonen de verdikkings- en temperingseigenschappen van gewone staalsoorten.
6. Verzilvering
In dergelijke toepassingen bedraagt de juiste glanstemperatuur 600°C~700°C.de structuur kan worden gewijzigd en er kan een ontkooling of schaling optreden, dus het is over het algemeen de voorkeur om een temperatuur aan de lage kant te kiezen.waarna het materiaal geleidelijk wordt afgekoeld tot ongeveer 200°CHet kan natuurlijk afkoelen wanneer de temperatuur 200°C of lager is.
Contactpersoon: Ms. Florence Tang
Fax: 86-731-89853933